Трехрядный сверлильный станок
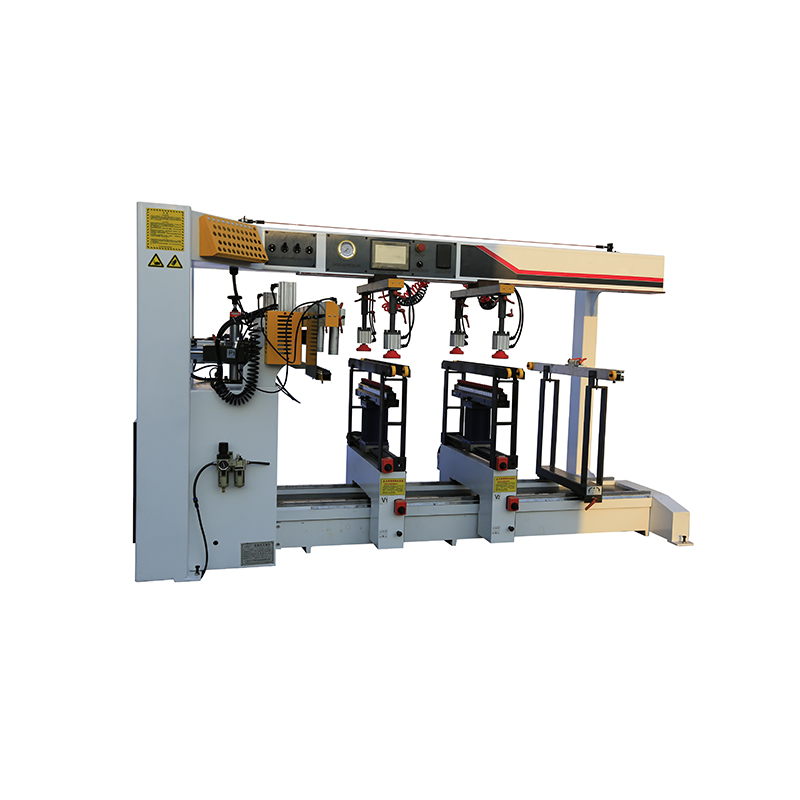
Деревообрабатывающий сверлильный станокэто машины для обработки нескольких отверстий с несколькими сверлами, которые могут работать вместе.Бывают однорядные, трехрядные, шестирядные и так далее.Сверлильный станокпреобразует традиционное ручное рядное посевное действие в механическое действие, которое автоматически выполняется машиной.
Технические характеристики:
| Максимум.диаметр отверстий | 35 мм |
| Глубина просверленных отверстий | 0-60 мм |
| Количество шпинделей | 21*3 |
| Межосевое расстояние между шпинделями | 32 мм |
| Вращение шпинделя | 2840 об/мин |
| Общий размер двигателя | 4,5 кВт |
| Подходящее напряжение | 380 В |
| Давление воздуха | 0,5-0,8 МПа |
| Расход газа на сверление десяти панелей в минуту примерно | 20 л/мин Приблизительно |
| Максимум.расстояние между двумя продольными головками | 1850 мм |
| Высота рабочей платформы от земли | 800 мм |
| Больше размера | 2600х2600х1600 мм |
| Размер упаковки | 2700х1350х1650 мм |
| Масса | 1260 кг |
Чтобы обеспечить точность сверления и качество продукции, сверление деталей панельной мебели обычно выполняется снесколько рядов сверлильного станка.Расстояние между буровыми долотами на многорядной сеялке составляет 32 мм.Только в некоторых странах используется другое расстояние между сверлами по модулю, обычно горизонтальные посадочные места для сверл располагаются в целый ряд.Прямое сиденье для буровой установки состоит из двух независимых рядов сидений.Количество рядов посадочных мест длямногорядные сеялкикак правило, от 3 до 12 рядов (дополнительные места для сверления могут быть добавлены при особых потребностях) обычно состоят из горизонтальных мест для сверления и нижних вертикальных мест для сверления.Если есть особые требования или количество рядов сидений велико, можно также использовать вертикальные буровые сиденья с верхней и нижней конфигурациями.Это должно основываться на производственных потребностях и требованиях к точности обработки.Количество общихмногорядный сверлильный станоксиденья в производстве 3 ряда, 6 рядов и т.д.
Деревообрабатывающий сверлильный станок Инструкция:
1. Своевременно очищайте стол станка после завершения работы,
2. Очистите направляющую и боковые стороны от древесной стружки, чтобы предотвратить заклинивание машины из-за взаимодействия стружки.
3. Регулярно очищайте ходовой винт, чтобы предотвратить прилипание посторонних предметов к ходовому винту.Ходовой винт является высшим приоритетом оборудования, он влияет на точность машины, а ходовой винт играет важную роль в процессе передачи.
4. Регулярно очищайте промышленный блок управления, так как пыль является самым большим убийцей сверления.
5. Работы по обеспыливанию и заливке масла следует проводить каждую неделю на скользящей дорожке рядка рядков.


